
カチオン電着塗装(鉛フリー・ジブチルスズフリー)
RoHS指令/ELV指令対応 REACH規則対応
カチオン電着塗装とは被塗装物を電着塗料中に浸漬して、被塗装物を陰極(マイナス)、電着槽内の隔膜室内に設置した極板を陽極(プラス) として、この間に100~200Vの直流電流を流し、水中に分散している塗料の微粒子が電気的な力によって(電気泳動)、被塗装物に引き付けられ、凝集析出します。その後、焼き付け工程を経て、耐食性能に優れた塗膜を形成します。

カチオン電着塗装について
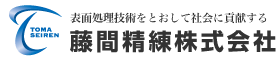
カチオン電着塗装 処理可能最大サイズ
最大 L 1,000mm × W 400mm × H 1,100mm程度
重量 20kg程度まで対応可能
カチオン電着塗装において膜厚の精度を求められている方には弊社独自の技術により膜厚を薄くすることが可能です。お気軽にご相談ください
通常20㎛±5㎛の膜厚で塗装いたします。
(ご要望に応じて8~12㎛での実績もございます。)
弊社カチオン電着塗装のライン
カチオン電着塗装における前処理に関して塗装性能をフルに発揮するには、「前処理」がたいへん大きな役割を担っています
藤間精練(株)のカチオン電着塗装(鉛フリー・ジブチルスズフリー)の特徴
- RoHS指令 / ELV指令対応。REACH規則対応
- 電着作業が自動化される事により、省力化が可能となり経済性も向上しました。
- 工程管理が数値化される事により、管理水準が向上しました。
- “着き回り性”が良いので、従来、塗装が困難であった内面、合わせ目、端面も塗装可能となり防食性が向上しました。
- 塗装後水洗いしてから焼付け乾燥されるので、”たれ・たまり・泡跡”などの塗装不良が激減しました。
- UF閉回路システムとは:
塗料中のコンタミ成分を濾過するとともに塗料の濃縮成分と水分を分離します。分離した濃縮塗料は、電着槽へ、水分は第3濾液槽へ戻します。 - 水溶性塗料である為、衛生的であり、火災の危険性がなく安全です。
| 使用薬液 | 部品用Pbフリー黒(エポキシ樹脂) |
|---|---|
| 薬液の特長 | 塗膜性能 / 強防食、着き回り性が良い、高作業性 |
| 対応サイズ | 最大 L 1,000mm × W 400mm × H 1,100mm程度。 |
| 重量 | 20kg程度まで対応可能です |
| 実績 | 自動車メーカー等の重要保安部品の表面処理として採用されています |
被塗装物は金属全般に対応可能です。鉄材、非鉄金属(銅、アルミダイカスト、亜鉛鋼板、亜鉛メッキクロメート、ステンレス、etc)などの様々な素材に対応することができます。
膜厚は、通常15μ~25μm程の設定ですが、タップ穴等の問題により精度を要求される場合には、弊社独自の技術により、膜厚を薄くコントロールすることも可能です。
弊社では、意図的に膜厚を薄くするコントロールが可能ですが、通常の膜厚(20㎛前後)と比較した場合、顕著に性能の差異が認められます。ただし、精度を求められる製品や、ボルト・ナットなどでお困りの場合、ご用命下さいましたら、ご相談の上、対応させていただきます。
カチオン電着塗装における「前処理」の役割
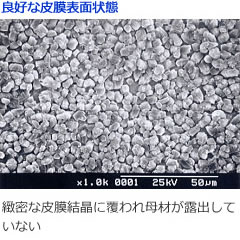
皮膜結晶 1000倍 SEM 写真

検証01
とかく塗料だけに注目が集まりがちですが、塗膜性能をフルに発揮する為には、「前処理」がたいへん大きな役割を担っています。
弊社の前処理は、「スプレー脱脂」→「浸漬予備脱脂」→「浸漬本脱脂」の三段構えです。これにより完全な油分除去を実現しています。
検証02
まず最初の「スプレー脱脂」の効果は、薬液による洗浄力と物理的な力との相乗効果があります。又、「浸漬脱脂」は、スプレーの届かない部分をカバーし、完全な油分除去を可能にしています。アルミや銅、メッキ品などデリケートな素材の場合は、スプレー脱脂を停止することで素材表面を荒らしません。
検証03
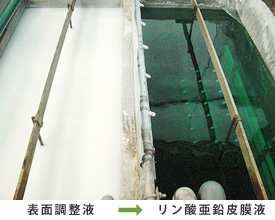
続いて、脱脂の次工程は、水洗後に「表面調整」及び「皮膜化成処理」となります。弊社の皮膜化成処理は、耐食性を重視した「リン酸亜鉛皮膜」を採用しています。製品の隅々までをカバーし、緻密な皮膜(写真A)を形成できる「フルディップ式」の化成処理です。リン酸亜鉛皮膜とは、化学的に着ける亜鉛メッキの様なもので、カチオン電着塗装には不可欠です。平成23年3月より、リン酸亜鉛皮膜をより強固に形成することを目的として、表面調整液を変更しました。これにより、鉄鋼品はもちろん、メッキ品の化成性がより向上しました。脱脂のみで亜鉛皮膜を着けない場合は当然、カチオン電着塗装本来の耐食性能を発揮できません。又、写真Bの様に皮膜状態が悪い場合も、塗膜表面状態の異常をきたし、耐食性も劣ります。
弊社では、これらの薬液分析・管理を徹底し、
ベストな状態維持に努め、高品質の製品をご提供いたします。
カチオン電着塗料の回収方法について
カチオン電着塗装は塗料を無駄にしないとっても「エコな塗装方法」です。
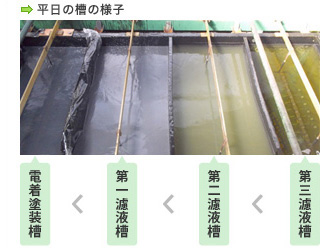
電着された製品表面に付着している余分な塗料は、第一から第三までの濾液(塗料を構成する溶剤や水分)で洗浄されます。第一濾液は、電着塗料槽と似たような色調をしていますが、第二、第三となるにしたがい、透明度が高くなっている事が分かります。
濾液中で洗浄された塗料は、無駄にする事なく、右記フローの様に回収(UF閉回路システムによる)されるため環境に優しい塗装方法です。
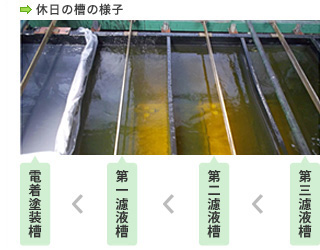
夜間も休日も24時間365日塗料は循環しております
ライン稼働していない時も、
塗料は常に循環しています。
目的は主に3つあります。
- 塗料の温度を一定に維持すること
- 塗料の回収
- 塗料の濾過(浮遊している異物の除去)
塗料が完全に回収されて、第一濾液~第三濾液槽まで、すべての槽の底部が見えるほどです。
データ
| 試験項目 | 試験条件 | 試験結果 |
|---|---|---|
| 初期密着性 | 55度 × 240時間後 | 100/100 |
| 塗膜硬度 | 鉛筆硬度 | 2H |
| 耐衝撃性 | Dupont式 1/2インチ | 50< |
| SST | 50サイクル後 片側剥離幅 | 1.5mm |
| 耐水性 | 40度 × 240時間後 | 100/100 |
| 耐湿性 | 50度88% × 240時間後 | 100/100 |
| 耐酸性 | 0,1N 硫酸常温 浸漬7Hr | 異常なし |
| 耐アルカリ性 | 0,1N NaOH常温 浸漬7Hr | 異常なし |
| 耐ガソリン性 | 無鉛ガソリン又は有鉛ガソリン 20度 × 7Hr | 異常なし |
弊社のカチオン電着塗装詳細データ
弊社のカチオン電着塗装詳細データがPDFにてダウンロード頂けます。是非、ご覧下さい。
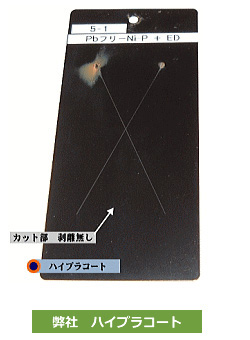
ハイプラコート
ハイプラコート(高耐食カチオン電着塗装)(Pbフリー)
RoHS指令 / ELV指令対応
ハイプラコートは、メッキ上に電着塗装を行う二重構造の表面処理です。
従来のカチオン電着塗装は 耐食性・耐衝撃性・安価・膜が均一・高付きまわり性などの長所があった反面、膜が柔らかく、引っ掻き傷で剥がれ母材が腐食してしまう事がございました。ハイプラコートはこれを大幅に改善しています。
通常のカチオン電着塗装では、下地前処理にリン酸亜鉛皮膜処理を施すのが一般的でありますが、ハイプラコートでは、下地前処理にニッケルメッキを施す事により、非常に強固な密着性の高い塗膜を形成する事が可能となりました。

ハイプラコート(高耐食性カチオン電着塗装 Pbフリー)の特長
詳細情報
| 均一性 | 着き回り性が良い |
|---|---|
| 材質 | 鉄・ステンレス・アルミ・銅・真鍮 |
| 対応サイズ | 最大 L 1,000mm × W 400mm × H 1,100mm程度 |
| 重量 | 20kg程度まで対応可能です |
| 膜厚 | 20μm~30μm |
データ
クロスカット → 塩温水侵漬 → 240時間経過後の比較
主な用途
- 自動車(足回り部品、内装部分)
- 一般産業用機器
- 船舶用機器
- 家電製品(内蔵部分)